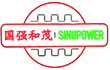
สำหรับผู้ผลิต HVAC ในยานยนต์ ความน่าเชื่อถือของแกนเครื่องทำความร้อนเริ่มต้นจากความสมบูรณ์ของตะเข็บท่อซินูพาวเวอร์– ทุ่มเทผู้ผลิตของส่วนประกอบทางความร้อนอะลูมิเนียมที่มีความแม่นยำ - ผลิตท่อแกนฮีตเตอร์เชื่อมต่อกันรอยรั่วด้วยเลเซอร์โดยใช้เทคโนโลยีเลเซอร์ไฟเบอร์กำลังสูง กระบวนการนี้จะสร้างรอยเชื่อมที่เป็นเนื้อเดียวกันอย่างต่อเนื่อง ซึ่งจะขจัดเส้นทางการรั่วไหลที่พบได้ทั่วไปในท่อที่มีการเชื่อมด้วยความต้านทานหรือที่มีการต่อด้วยกลไก โปรไฟล์แบบแบนประเภท B ช่วยเพิ่มพื้นที่ผิวสำหรับการถ่ายเทความร้อน ในขณะที่ตะเข็บเชื่อมด้วยเลเซอร์ช่วยให้มั่นใจในความสมบูรณ์ของโครงสร้างภายใต้วงจรความร้อนและแรงดันน้ำหล่อเย็น ผลลัพธ์: แกนเครื่องทำความร้อนที่ทำงานได้อย่างน่าเชื่อถือตลอดอายุการใช้งานของรถยนต์ เป็นผู้นำผู้ผลิตท่อแกนเครื่องทำความร้อนซินูพาวเวอร์ ให้บริการซัพพลายเออร์ HVAC สำหรับยานยนต์ทั่วโลกด้วยโซลูชันที่เชื่อถือได้และป้องกันการรั่วซึม
เหตุใดการเชื่อมด้วยเลเซอร์จึงมีความสำคัญสำหรับท่อแกนฮีตเตอร์
ซินูพาวเวอร์ท่อแกนฮีตเตอร์เชื่อมต่อกันรอยรั่วด้วยเลเซอร์ผลิตขึ้นโดยใช้กระบวนการที่ให้ข้อได้เปรียบที่วัดได้เหนือวิธีการผลิตท่อแบบเดิม:
ประสิทธิภาพเป็นศูนย์รั่ว
- การเชื่อมด้วยเลเซอร์จะสร้างรอยเชื่อมที่เป็นเนื้อเดียวกันอย่างต่อเนื่องโดยไม่มีรูพรุนหรือรอยแตกขนาดเล็ก – ขจัดโหมดความล้มเหลวหลักของแกนเครื่องทำความร้อน
- ความลึกของการเจาะเชื่อมที่สม่ำเสมอ (โดยทั่วไปคือ 0.5–1.2 มม.) ช่วยให้มั่นใจได้ว่ารอยต่อจะตรงกันหรือเกินความแข็งแรงของวัสดุฐาน
- การทดสอบการรั่วของฮีเลียมในทุกชุดการผลิตจะตรวจสอบอัตราการรั่วไหลที่ต่ำกว่า 0.5 กรัม/ปีต่อหลอด
- ไม่จำเป็นต้องมีวัสดุตัวเติมหลังการเชื่อม ช่วยลดความเสี่ยงของสารตกค้างของฟลักซ์หรือการเปราะของโลหะผสมประสาน
ประสิทธิภาพการถ่ายเทความร้อนที่เหนือกว่า
- โปรไฟล์ประเภท B แบบแบนจะเพิ่มอัตราส่วนพื้นที่ผิวต่อปริมาตร ช่วยให้สามารถถ่ายเทความร้อนจากสารหล่อเย็นไปยังอากาศในห้องโดยสารได้เร็วขึ้น
- รูภายในที่เรียบช่วยลดความต้านทานการไหลและแรงดันตกคร่อมแกนเครื่องทำความร้อน
- ความหนาของผนังสม่ำเสมอ (ความคลาดเคลื่อน ±0.05 มม.) ช่วยให้มั่นใจได้ถึงการนำความร้อนที่สม่ำเสมอตลอดความยาวของท่อทั้งหมด
เพิ่มความทนทานภายใต้การปั่นจักรยานด้วยความร้อน
- การเชื่อมด้วยเลเซอร์จะสร้างพันธะทางโลหะวิทยาที่ทนทานต่อการขยายตัวและการหดตัวจากความร้อนซ้ำๆ โดยไม่เกิดการแตกร้าวเมื่อยล้า
- เข้ากันได้กับอะลูมิเนียมอัลลอยด์ AA3003 และ AA3102 ที่เลือกเนื่องจากค่าการนำความร้อนที่ดีเยี่ยม (200–220 W/m·K) และความสามารถในการขึ้นรูป
- ผ่านการตรวจสอบสำหรับ 10,000+ รอบความร้อนตั้งแต่ -40°C ถึง +120°C โดยไม่มีการสลายตัวของรอยเชื่อม
การผลิตที่สะอาดปราศจากฟลักซ์
- การเชื่อมด้วยเลเซอร์ช่วยลดความจำเป็นในการใช้ฟลักซ์หรือสารประสาน ลดความเสี่ยงในการปนเปื้อน และทำให้การประกอบปลายน้ำง่ายขึ้น
- ไม่มีการกระเด็นของรอยเชื่อมหรือการเกิดออกซิเดชันที่พื้นผิว – ท่อพร้อมสำหรับการติดครีบและการประสานส่วนหัวทันทีหลังจากการเชื่อม
- รูปทรงของรอยเชื่อมที่สม่ำเสมอช่วยให้สามารถแทรกครีบและซ้อนแกนได้โดยอัตโนมัติโดยไม่มีปัญหาเรื่องการวางแนว
ท่อ B-Type เชื่อมด้วยเลเซอร์ กับ ท่อ Seamed แบบธรรมดา
| ปัจจัยการเปรียบเทียบ |
ท่อเชื่อมเลเซอร์ |
ท่อตะเข็บธรรมดา |
| ความสมบูรณ์ของรอยเชื่อม |
ตะเข็บสม่ำเสมอและเป็นเนื้อเดียวกัน ไม่มีรูพรุน |
ตะเข็บแบบพับเป็นระยะๆ หรือแบบกลไก |
| อัตราการรั่วไหล (ฮีเลียม) |
≤0.5 ก./ปี |
1–3 กรัม/ปี (ทั่วไป) |
| โซนได้รับผลกระทบจากความร้อน |
แคบ (≤1.0มม.) – ความบิดเบี้ยวน้อยที่สุด |
กว้างขึ้น (2–4 มม.) – อาจเกิดการบิดเบือน |
| ความแข็งแรงของการเชื่อม |
ตรงหรือเกินกว่าวัสดุฐาน |
โดยทั่วไป 70–85% ของวัสดุฐาน |
| ฟลักซ์/การปนเปื้อน |
ไม่มี – กระบวนการที่สะอาด |
ฟลักซ์ตกค้างอาจยังคงอยู่ |
| พื้นผิวเสร็จสิ้น |
เรียบเนียนไร้ออกซิเดชั่น |
รอยเชื่อม การเกิดออกไซด์ |
| การรักษาหลังการเชื่อม |
ไม่จำเป็น |
อาจจำเป็นต้องทำความสะอาดหรือเคลือบ |
| ความเร็วในการผลิต |
สูง – อัตโนมัติเต็มรูปแบบ |
ปานกลาง – หลายขั้นตอนการขึ้นรูป |
| ประสิทธิภาพต้นทุน |
ลดต้นทุนรวม (ปฏิเสธน้อยลง ไม่มีการทำความสะอาดหลังการเชื่อม) |
อัตราการคัดแยกที่สูงขึ้น การเก็บผิวละเอียดเพิ่มเติม |
กระบวนการผลิต – จากคอยล์ไปจนถึงท่อสำเร็จรูป
การผลิตของท่อแกนฮีตเตอร์เชื่อมต่อกันรอยรั่วด้วยเลเซอร์ปฏิบัติตามกระบวนการหกขั้นตอนที่มีการควบคุมอย่างเข้มงวดตั้งแต่สต็อกคอยล์ไปจนถึงท่อสำเร็จรูป:
ขั้นตอนที่ 1 - การเลือกวัสดุ
- วัสดุฐาน: อะลูมิเนียมอัลลอยด์ AA3003 และ AA3102 เลือกใช้สำหรับการนำความร้อน ความสามารถในการขึ้นรูป และความเข้ากันได้ของการบัดกรีแข็ง
- สต็อกคอยล์ขาเข้าได้รับการทดสอบองค์ประกอบทางเคมีและคุณภาพพื้นผิว
- ช่วงความหนาของวัสดุ: 0.20 มม. ถึง 0.60 มม. ขึ้นอยู่กับข้อกำหนดการใช้งาน
ขั้นตอนที่ 2 - การขึ้นรูปแถบ
- แถบอะลูมิเนียมถูกม้วนขึ้นรูปเป็นโปรไฟล์ประเภท B ซึ่งเป็นลักษณะหน้าตัดรูปไข่แบนของท่อแกนเครื่องทำความร้อน
- แม่พิมพ์ขึ้นรูปที่แม่นยำช่วยให้มั่นใจได้ถึงขนาดโปรไฟล์ที่สม่ำเสมอตลอดความยาวคอยล์ทั้งหมด
- การวัดด้วยเลเซอร์ในสายการผลิตจะตรวจสอบรูปทรงของโปรไฟล์เพื่อรักษาระดับความคลาดเคลื่อน
ขั้นตอนที่ 3 - การเชื่อมด้วยเลเซอร์
- ไฟเบอร์เลเซอร์กำลังสูง (1–3 กิโลวัตต์) ส่งพลังงานที่เน้นไปที่ตะเข็บท่อ ทำให้เกิดการเชื่อมรูกุญแจที่มีการเจาะลึกและความกว้างแคบ
- ก๊าซป้องกัน (อาร์กอนหรือฮีเลียม) ช่วยปกป้องสระเชื่อมจากการเกิดออกซิเดชัน
- การตรวจสอบรอยเชื่อมแบบเรียลไทม์จะติดตามความลึกของการเจาะ ความกว้างของรอยเชื่อม และความพรุน โดยจะปฏิเสธส่วนที่ไม่เป็นไปตามข้อกำหนดโดยอัตโนมัติ
ขั้นตอนที่ 4 - การหลอมตะเข็บเชื่อม
- การหลอมหลังการเชื่อมเฉพาะที่ช่วยลดความเค้นตกค้างที่บริเวณรอยเชื่อม โดยไม่กระทบต่ออุณหภูมิของวัสดุฐาน
- ตรวจสอบให้แน่ใจว่าบริเวณรอยเชื่อมมีความเหนียวและขึ้นรูปได้ใกล้เคียงกับส่วนที่เหลือของท่อ
ขั้นตอนที่ 5 - การปรับขนาดและการตัดตามความยาว
- ท่อได้รับการปรับเทียบจนถึงขนาดสุดท้ายโดยใช้ชุดแม่พิมพ์กำหนดขนาด
- ตัดตามความยาวที่ลูกค้ากำหนดโดยใช้อุปกรณ์เลื่อยหรือตัดที่มีความแม่นยำ
- ปลายจะถูกลบคมและเตรียมไว้สำหรับการใส่ครีบหรือติดส่วนหัว
ขั้นตอนที่ 6 - การทดสอบการรั่ว 100%
- แต่ละหลอดผ่านการทดสอบการรั่วของมวลฮีเลียมสเปกโตรเมทรีเพื่อตรวจสอบประสิทธิภาพการป้องกันการรั่วไหล
- เกณฑ์การยอมรับ: การรั่วไหล ≤0.5 กรัม/ปี
- ท่อที่ไม่ผ่านการทดสอบจะถูกปฏิเสธโดยอัตโนมัติ เพื่อให้แน่ใจว่าท่อที่มีข้อบกพร่องเป็นศูนย์จะออกจากสายการผลิต
โฟกัสการใช้งาน – แกนเครื่องทำความร้อนสำหรับ HVAC ของยานยนต์
ในฐานะที่ได้รับความไว้วางใจจำหน่ายท่อแกนเครื่องทำความร้อนรถยนต์ผลิตภัณฑ์ของ Sinupower ถูกนำไปใช้งานบนแพลตฟอร์มยานพาหนะหลายแบบ:
การใช้งานหลัก
-
ระบบ HVAC ของรถโดยสาร:ส่วนประกอบหลักสำหรับการทำความร้อนในห้องโดยสารในรถเก๋ง รถ SUV และรถบรรทุกขนาดเล็ก
-
ระบบควบคุมสภาพอากาศในรถยนต์เพื่อการพาณิชย์:แกนทำความร้อนสำหรับงานหนักสำหรับรถบรรทุก รถบัส และอุปกรณ์นอกทางหลวง
-
การจัดการความร้อนของรถยนต์ไฟฟ้า:รวมเข้ากับระบบทำความร้อน EV (ปั๊มความร้อนหรือการกำหนดค่าความร้อนแบบต้านทาน)
-
หน่วยจัดการอากาศ HVAC:ใช้ในงานทำความร้อนในอาคารและอุตสาหกรรมที่ต้องใช้เครื่องแลกเปลี่ยนความร้อนขนาดกะทัดรัดและป้องกันการรั่วซึม
จุดบูรณาการในชุดประกอบแกนฮีตเตอร์
- ท่อจะถูกแทรกระหว่างครีบและขยายหรือประสานเพื่อสร้างบล็อกหลัก
- ปลายท่อเชื่อมต่อกับส่วนหัวทางเข้า/ทางออกผ่านการบัดกรีหรือการเชื่อมต่อแบบกลไก
- สารหล่อเย็น (สารหล่อเย็นเครื่องยนต์หรือของเหลวทำความร้อน EV) ไหลผ่านภายในท่อ ในขณะที่อากาศไหลผ่านด้านนอกครีบ
- การถ่ายเทความร้อนเกิดขึ้นจากของไหลผ่านผนังท่อและครีบไปยังอากาศในห้องโดยสาร
ความเข้ากันได้กับกระบวนการประกอบ
- ท่อของเราเข้ากันได้กับทั้งกระบวนการบัดกรีแข็งบรรยากาศควบคุม (CAB) และกระบวนการบัดกรีสุญญากาศ
- รอยเชื่อมที่เรียบและไร้ออกไซด์ไม่จำเป็นต้องทำความสะอาดเพิ่มเติมก่อนทำการบัดกรี ช่วยลดขั้นตอนกระบวนการและความเสี่ยงในการปนเปื้อน
- โปรไฟล์และความยาวของท่อสามารถปรับแต่งให้เหมาะกับรูปทรงหลักเฉพาะและข้อกำหนดแพลตฟอร์มของยานพาหนะได้
การรับรองคุณภาพและมาตรฐานการผลิต
กระบวนการผลิตของ Sinupower ทำงานภายใต้ระบบที่ได้รับการรับรองดังต่อไปนี้:
การรับรองระบบ
-
ไอเอทีเอฟ 16949:2016– การจัดการคุณภาพยานยนต์
-
ISO 9001:2015– การจัดการคุณภาพ
-
ISO 14001:2015– การจัดการสิ่งแวดล้อม
-
ISO 45001:2018– อาชีวอนามัยและความปลอดภัย
การทดสอบและตรวจสอบ
- การตรวจสอบมิติในสายการผลิต (ไมโครมิเตอร์แบบเลเซอร์)
- การทดสอบการรั่วของฮีเลียม – 100% ของท่อ
- การทดสอบแรงดึงและการแตกของตัวอย่างการเชื่อม
- การตรวจสอบด้วยกล้องจุลทรรศน์ของหน้าตัดของการเชื่อม
- การตรวจสอบพื้นผิวโดยใช้ระบบวิชันซิสเต็ม
📋 สามารถขอสำเนาใบรับรองฉบับเต็มได้
ทรัพย์สินทางปัญญา
-
สิทธิบัตรการประดิษฐ์ 2 ฉบับ– รวมถึงระบบกำหนดตำแหน่งการเชื่อมด้วยเลเซอร์ที่เป็นกรรมสิทธิ์สำหรับท่อชนิด B
-
สิทธิบัตรการออกแบบ 15 ฉบับ– ครอบคลุมโปรไฟล์ท่อที่เป็นเอกลักษณ์และรูปทรงแกนเครื่องทำความร้อน
-
สิทธิบัตรแบบอรรถประโยชน์ 16 รายการ– มุ่งเน้นไปที่การปรับปรุงกระบวนการขึ้นรูปท่อและการเชื่อม
ความสามารถในการปรับแต่งสำหรับท่อแกนฮีตเตอร์
การปรับแต่งมิติ
-
ความกว้างของท่อ:12 มม. ถึง 40 มม. (ลูกค้าระบุ)
-
ความสูงของท่อ:1.5 มม. ถึง 5.0 มม. (โปรไฟล์แบน)
-
ความหนาของผนัง:0.20 มม. ถึง 0.60 มม
-
ความยาว:100 มม. ถึง 2,000 มม. (ตัดตามความยาวต่อคำสั่งซื้อ)
-
ความอดทน:±0.05 มม. ในขนาดวิกฤต
ตัวเลือกโลหะผสมและการเคลือบ
-
AA3003:โลหะผสมมาตรฐาน – การนำความร้อนและการขึ้นรูปที่ดี ทนต่อการกัดกร่อน
-
AA3102:รุ่นที่มีความแข็งแรงสูงกว่า – เหมาะสำหรับการใช้งานที่มีแรงดันสูงหรือมีความต้องการมากกว่า
-
การรักษาพื้นผิว:ตัวเลือกการเคลือบเกล็ดสังกะสีหรือการเคลือบแบบแปลงเพื่อเพิ่มความต้านทานการกัดกร่อน
ตัวเลือกแบบฟอร์มสิ้นสุด
-
ตัดสี่เหลี่ยม– มาตรฐานสำหรับการแทรกส่วนหัว
-
ปลายแหลม– เพื่อการประกอบและการติดตั้งซีลที่ง่ายขึ้น
-
ขยายปลาย– สำหรับการเชื่อมต่อส่วนหัวทางกล
-
โปรไฟล์สิ้นสุดที่กำหนดเอง– ต่อรูปวาดของลูกค้า

กระบวนการพัฒนา
-
การส่งข้อกำหนด:ลูกค้าจัดเตรียมข้อกำหนด ภาพวาด หรือเป้าหมายด้านประสิทธิภาพ
-
การตรวจสอบความเป็นไปได้:ทีมวิศวกรประเมินวัสดุ โปรไฟล์ และพารามิเตอร์การเชื่อม
-
การออกแบบเครื่องมือ:การขึ้นรูปและการเชื่อมแม่พิมพ์ที่ผลิตในบริษัท
-
การวิ่งต้นแบบ:มากถึง 100 ชิ้นสำหรับการตรวจสอบลูกค้า - ต้นทุนแม่พิมพ์เท่านั้น
-
การผลิต:มีการผลิตเต็มรูปแบบด้วย PPAP ระดับ 3
-
จัดส่ง:การจัดส่งตามกำหนดเวลาพร้อมใบรับรองวัสดุและรายงานการตรวจสอบ
การประกันคุณภาพ – วิธีที่เรารับประกันคุณภาพการเชื่อมที่เชื่อถือได้
ทุกชุดของท่อแกนฮีตเตอร์เชื่อมต่อกันรอยรั่วด้วยเลเซอร์ผ่านกรอบการควบคุมคุณภาพที่เข้มงวดของเรา:
การควบคุมวัตถุดิบ
- คอยล์อลูมิเนียมที่มาจากโรงถลุงที่ได้รับการรับรองมาตรฐาน ISO 14001 พร้อมการตรวจสอบย้อนกลับของวัสดุอย่างเต็มรูปแบบ
- การตรวจสอบขาเข้า: องค์ประกอบทางเคมี (OES) คุณภาพพื้นผิว และการตรวจสอบความหนา
การควบคุมในกระบวนการ
-
การขึ้นรูป:การตรวจสอบมิติข้อมูลแบบเรียลไทม์พร้อมการควบคุมผลป้อนกลับเพื่อรักษาความถูกต้องของโปรไฟล์
-
การเชื่อมด้วยเลเซอร์:มีการตรวจสอบกำลัง ความเร็ว และการไหลของก๊าซป้องกันอย่างต่อเนื่อง คุณภาพรอยเชื่อมได้รับการตรวจสอบโดยการตรวจเอกซเรย์การเชื่อมโยงกันด้วยแสงแบบอินไลน์ (OCT)
-
การหลอม:การหลอมแบบเหนี่ยวนำเฉพาะจุดพร้อมการตรวจสอบอุณหภูมิเพื่อให้แน่ใจว่าโครงสร้างเกรนสม่ำเสมอที่บริเวณรอยเชื่อม
การตรวจสอบขั้นสุดท้าย
-
มิติข้อมูล:OD ความกว้าง ความสูง และความหนาของผนัง วัดที่ 3 จุดต่อท่อ
-
การทดสอบการรั่ว:แมสสเปกโตรเมทรีฮีเลียม – 100% ของหลอด, ≤0.5 กรัม/ปี
-
การตรวจสอบการเชื่อม:การตรวจสอบความต่อเนื่องของรอยเชื่อมด้วยสายตาและกล้องจุลทรรศน์
-
เครื่องกล:การทดสอบแรงดึงและการแตกต่อชุดการบำบัดความร้อน
ขั้นตอนเหล่านี้ช่วยให้มั่นใจได้ว่าการจัดส่งทุกครั้งจะเป็นไปตามข้อกำหนดด้านคุณภาพที่เข้มงวดของการใช้งาน HVAC ในยานยนต์
ความยั่งยืนและการปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อม
ประสิทธิภาพการใช้พลังงาน
- การเชื่อมด้วยเลเซอร์ใช้พลังงานน้อยกว่าการทำงานของเตาประสานแบบดั้งเดิมอย่างมาก ซึ่งช่วยลดการปล่อยก๊าซคาร์บอนไดออกไซด์ของเรา
- เทคโนโลยีหัวเผาแบบปฏิรูปในกระบวนการอบอ่อนช่วยลดการใช้ก๊าซลง 18%
การรีไซเคิลและการลดของเสีย
- การใช้วัสดุ 98% – เศษอะลูมิเนียมทั้งหมดจะถูกแยกและส่งคืนให้กับผู้รีไซเคิลที่ได้รับการรับรอง
- ไม่มีการใช้ฟลักซ์หรือสารประสานในกระบวนการเชื่อม ซึ่งช่วยขจัดกระแสของเสียอันตราย
การปฏิบัติตาม
- เป็นไปตามข้อกำหนด RoHS – ไม่มีสารจำกัดในวัสดุหรือกระบวนการ
- เป็นไปตามข้อกำหนด REACH – โลหะผสมและสารเคมีในกระบวนการผลิตทั้งหมดตรงตามมาตรฐานสิ่งแวดล้อมของสหภาพยุโรปในปัจจุบัน
คำถามที่พบบ่อยเกี่ยวกับท่อแกนฮีตเตอร์เชื่อมด้วยเลเซอร์
ถาม: อะไรคือข้อดีของการเชื่อมด้วยเลเซอร์เหนือการเชื่อมด้วยความต้านทานแบบดั้งเดิมสำหรับท่อแกนฮีตเตอร์? ตอบ: การเชื่อมด้วยเลเซอร์ทำให้เกิดโซนที่ได้รับผลกระทบจากความร้อนที่แคบลง การเจาะทะลุที่ลึกขึ้น และรอยต่อที่สม่ำเสมอมากขึ้น ส่งผลให้อัตราการรั่วลดลง ความต้านทานต่อความล้าดีขึ้น และการปนเปื้อนของฟลักซ์เป็นศูนย์
ถาม: ท่อนี้มีโลหะผสมอะไรบ้าง? ตอบ: เรามี AA3003 (มาตรฐาน) และ AA3102 (ความแข็งแรงสูงกว่า) สามารถประเมินโลหะผสมแบบกำหนดเองได้เมื่อมีการร้องขอ
ถาม: ระยะเวลารอคอยสินค้ามาตรฐานสำหรับใบสั่งผลิตคือเท่าไร? ตอบ: เวลานำมาตรฐานคือ 20-25 วันทำการสำหรับการสั่งซื้อสูงสุด 50,000 ชิ้น มีการผลิตแบบเร่งด่วนสำหรับความต้องการเร่งด่วน
ถาม: คุณจัดทำรายงานการทดสอบการรั่วไหลในการจัดส่งแต่ละครั้งหรือไม่ ก. ใช่. การจัดส่งทุกครั้งจะมีรายงานการทดสอบการรั่วไหลของฮีเลียมสำหรับชุดการผลิตแต่ละชุด รวมถึงใบรับรองวัสดุและรายงานการตรวจสอบขนาด
ถาม: คุณสามารถผลิตท่อที่มีหน้าตัดต่างกันนอกเหนือจากโปรไฟล์ประเภท B ได้หรือไม่ ก. ใช่. แม้ว่าประเภท B จะเป็นโปรไฟล์แกนเครื่องทำความร้อนมาตรฐานของเรา แต่เราสามารถพัฒนาหน้าตัดแบบกำหนดเองได้ (แบน วงรี รูปตัว D) สำหรับการใช้งานเฉพาะทาง
ถาม: ความยาวท่อสูงสุดที่คุณสามารถผลิตได้คือเท่าไร? A: ความยาวสูงสุดมาตรฐานคือ 2,000 มม. สำหรับความต้องการที่ยาวกว่านี้ โปรดปรึกษาทีมวิศวกรของเรา - อาจมีความยาวที่ยาวกว่านี้ได้ ขึ้นอยู่กับโปรไฟล์และโลหะผสม
ถาม: ระยะเวลารอคอยโดยทั่วไปสำหรับการพัฒนาแม่พิมพ์แบบกำหนดเองคือเท่าไร? ตอบ: โดยปกติแล้วการขึ้นรูปและแม่พิมพ์เชื่อมแบบกำหนดเองจะแล้วเสร็จภายใน 15-20 วันทำการ หลอดต้นแบบสามารถผลิตได้ภายใน 10 วันทำการหลังจากได้รับการอนุมัติแม่พิมพ์
ซินูพาวเวอร์ มอบให้ท่อแกนฮีตเตอร์เชื่อมต่อกันรอยรั่วด้วยเลเซอร์ที่ช่วยให้ผู้ผลิต HVAC ในยานยนต์สามารถผลิตแกนเครื่องทำความร้อนที่มีความน่าเชื่อถือที่เหนือกว่า ประสิทธิภาพการระบายความร้อนที่สม่ำเสมอ และต้นทุนการผลิตรวมที่ต่ำกว่า เราขอเชิญชวน OEM, ซัพพลายเออร์ HVAC ระดับหนึ่ง และผู้ผลิตแกนเครื่องทำความร้อน ติดต่อเราเพื่อขอตัวอย่าง เอกสารข้อมูลทางเทคนิค หรือการทบทวนการออกแบบร่วมกัน
การตรวจสอบทางวิศวกรรม:Mr. Gao Qiang ผู้ก่อตั้ง Sinupower – มีประสบการณ์มากกว่า 20 ปีในด้านกระบวนการอัดขึ้นรูปอะลูมิเนียมและการจัดการความร้อน รวมถึงการเป็นผู้นำในอดีตของบริษัทผู้ผลิตที่ติดอันดับ Fortune 500
ร่วมมือกับ Sinupower – ความแม่นยำในการป้องกันการรั่วไหลสำหรับแกนฮีตเตอร์ทุกตัว
📧อีเมล:robert.gao@sinupower.com
🌐เว็บไซต์:www.sinupower-transfertubes.com
📄ขอตัวอย่างหรือเอกสารข้อมูล: ติดต่อทีมขายของเรา →
แท็กยอดนิยม: ท่อแกนฮีตเตอร์เชื่อมต่อรอยรั่วด้วยเลเซอร์เชื่อมจีนผู้ผลิตผู้จำหน่ายโรงงานทนทานขายส่งคุณภาพ