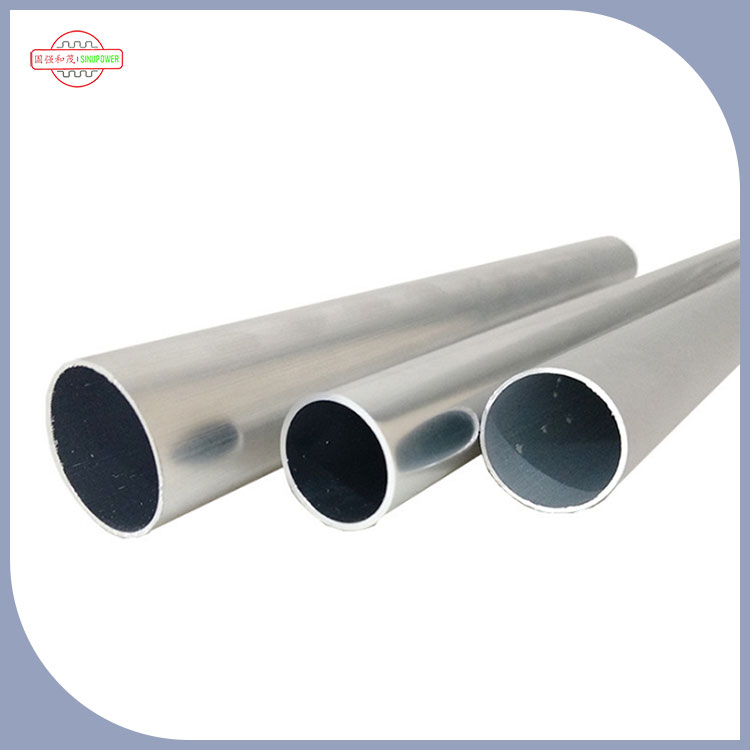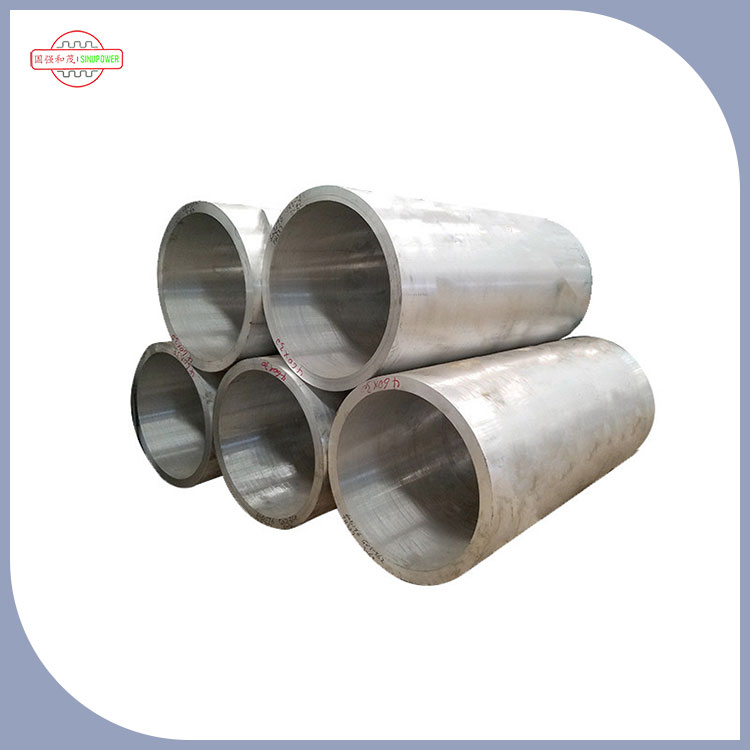

ท่อไข่แบนเป็นรูปไข่แบนในส่วนตัดขวาง (แกนยาว 80-200 มม., แกนสั้น 30-80 มม.) และปัญหาเช่นความเบ้ข้ามส่วนและเสี้ยนมากเกินไปมีแนวโน้มที่จะเกิดขึ้นเมื่อตัดมุมขวา ต้องใช้กระบวนการและเครื่องมือระดับมืออาชีพเพื่อให้บรรลุการประมวลผลที่แม่นยำเพื่อให้แน่ใจว่าคุณภาพของการเชื่อมหรือการประกอบที่ตามมา
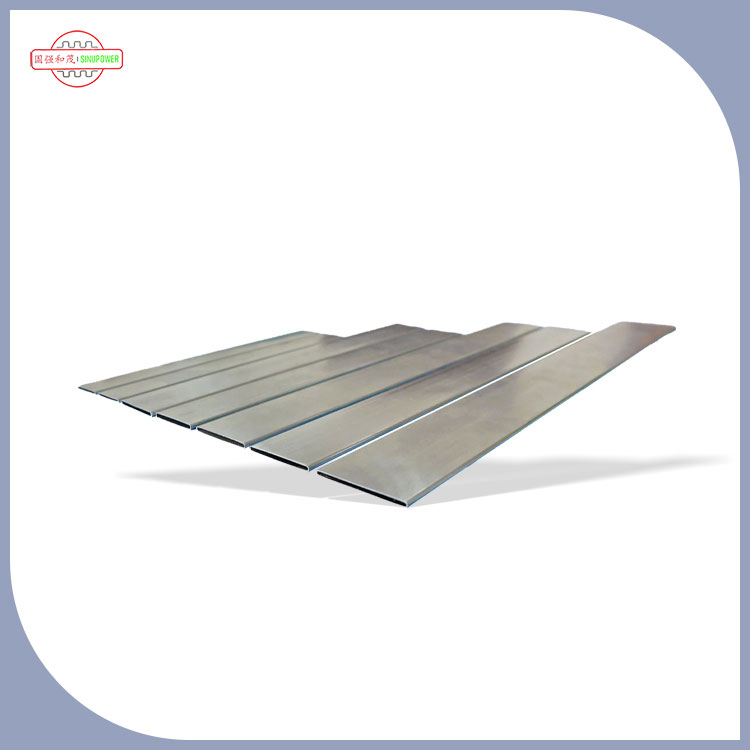
ความยากลำบากในการตัดมีความเข้มข้นกับลักษณะหน้าตัด โครงสร้างที่ไม่สมมาตรของหลอดรูปไข่แบนทำให้ยากที่จะตรวจสอบความถูกต้องของมุมที่เหมาะสมของวิธีการแบบหนึ่งขนาดแบบดั้งเดิมแบบดั้งเดิม หากเบี่ยงเบนมุมการตัดมากกว่า 1 °ช่องว่างของข้อต่อก้นจะเกิน 0.5 มม. ส่งผลกระทบต่อความแข็งแรงของการเชื่อม นอกจากนี้เมื่อความหนาของผนังท่อ (โดยปกติ 2-5 มม.) ไม่สม่ำเสมอความร้อนสูงเกินไปในท้องถิ่นและการเสียรูปมีแนวโน้มที่จะเกิดขึ้น โดยเฉพาะอย่างยิ่งในการประมวลผลของวัสดุสแตนเลสอุณหภูมิสูงจะทำให้ขนาดออกไซด์ก่อตัวขึ้นเพื่อเพิ่มต้นทุนการบดที่ตามมา
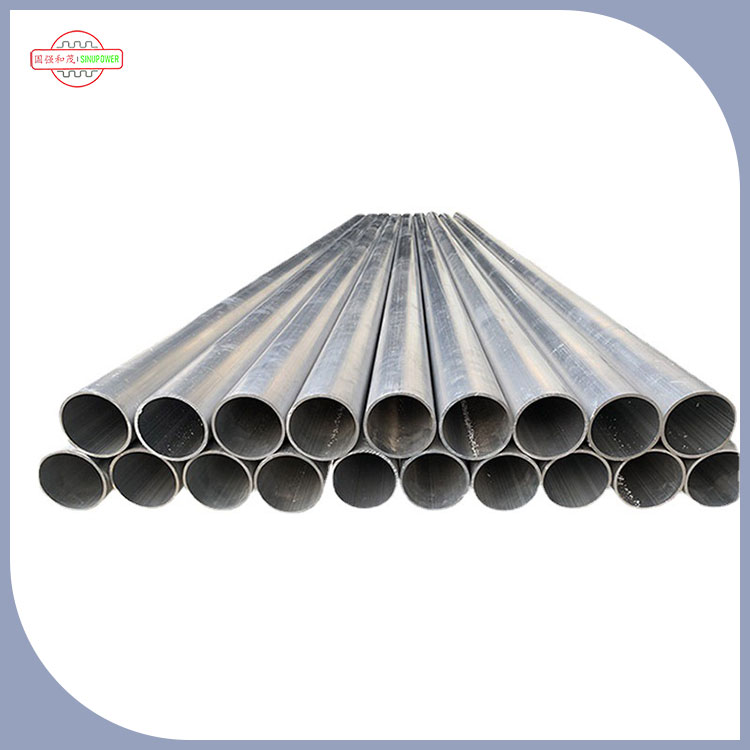
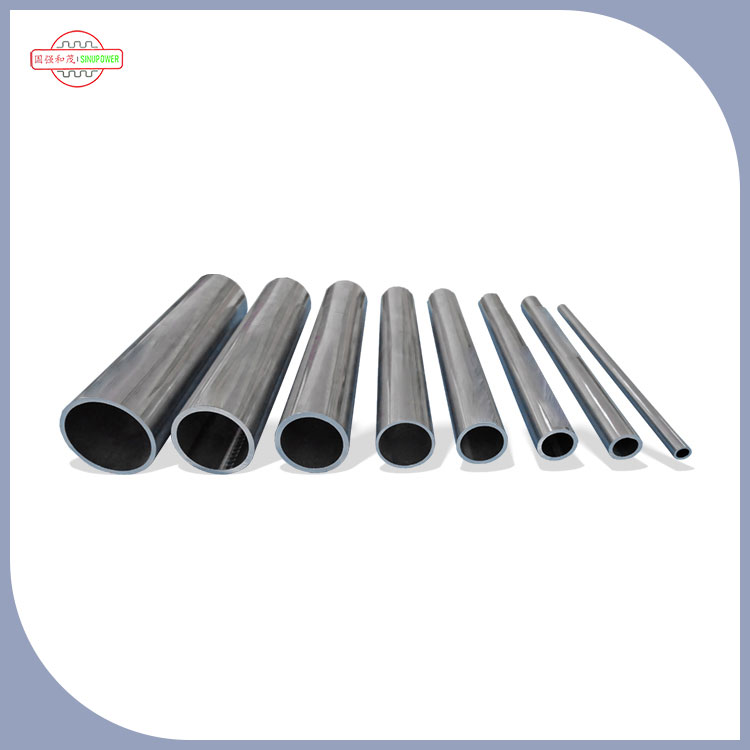
การเลือกเครื่องมือจำเป็นต้องตรงกับวัสดุและข้อมูลจำเพาะ สำหรับหลอดรูปไข่แบนคาร์บอนต่ำแนะนำให้ตัดพลาสมา (ปัจจุบัน 80-120A) ด้วยความเร็วในการตัด 10-15 มม./วินาทีและข้อผิดพลาดแนวตั้งของส่วนสามารถควบคุมได้ภายใน 0.3 มม./ม.; สำหรับวัสดุสแตนเลสการตัดด้วยเลเซอร์ (พลังงาน 500-1000W) เป็นที่ต้องการซึ่งตระหนักถึงการประมวลผลแบบไม่สัมผัสผ่านคานแสงพลังงานสูงที่ส่งโดยเส้นใยออพติคอลโดยมีโซนที่ได้รับผลกระทบจากความร้อน <0.1 มม. เพื่อหลีกเลี่ยงการกัดกร่อนระหว่างกัน หลอดผนังบาง (ความหนา <3mm) สามารถใช้การตัดลวดซีเอ็นซีด้วยความแม่นยำ± 0.01 มม. ซึ่งเหมาะสำหรับการประมวลผลส่วนประกอบที่แม่นยำ
กระบวนการดำเนินการมุ่งเน้นไปที่การกำหนดตำแหน่งและการตั้งค่าพารามิเตอร์ ก่อนที่จะตัดอุปกรณ์ท่อจะต้องได้รับการแก้ไขโดยการติดตั้งเพื่อให้แน่ใจว่าเส้นตัดนั้นตั้งฉากกับแกน (ส่วนเบี่ยงเบน≤0.5°) และแรงหนีบของการติดตั้งจะถูกควบคุมที่ 5-10mpa เพื่อป้องกันการเสียรูป; ในระหว่างการตัดพลาสมาหัวฉีดจะถูกเก็บไว้ห่างจากผนังท่อ 3-5 มม. และความดันก๊าซ (อากาศหรือไนโตรเจน) ถูกตั้งค่าเป็น 0.6-0.8MPA เพื่อหลีกเลี่ยงความแตกต่างของอาร์ค การตัดด้วยเลเซอร์จำเป็นต้องปรับตำแหน่งโฟกัสตามความหนาของผนังและโฟกัสของท่อที่มีผนังหนาจะถูกปรับให้เหลือ 1/3 ของผนังท่อเพื่อปรับปรุงการเจาะการตัด
การประมวลผลที่ตามมาส่งผลกระทบต่อคุณภาพขั้นสุดท้าย หลังจากการตัดต้องใช้เครื่องบดมุม (ด้วยล้อบด 120 กรวด) เพื่อกำจัดเสี้ยนเพื่อให้ความขรุขระแบบตัดขวางRa≤12.5μm; ท่อสแตนเลสจำเป็นต้องผ่านการผ่าน (แช่ในสารละลายกรดไนตริกเป็นเวลา 10-15 นาที) เพื่อป้องกันการเกิดสนิม สำหรับฉากที่มีข้อกำหนดที่มีความแม่นยำสูง (เช่นชุดท่อไอเสียรถยนต์) ต้องตรวจพบการเบี่ยงเบนมุมขวาโดยเครื่องมือวัดสามพิกัดเพื่อให้แน่ใจว่าเป็นไปตามมาตรฐานความอดทนที่± 0.1 °
ตัดมุมขวาบน Fหลอดรูปไข่ Latต้องพิจารณาทั้งประสิทธิภาพของอุปกรณ์และรายละเอียดกระบวนการ ผ่านการวางตำแหน่งที่แม่นยำการเพิ่มประสิทธิภาพพารามิเตอร์และการประมวลผลที่ตามมาการตัดขวางที่ราบรื่นและเอฟเฟกต์การประมวลผลมุมที่แม่นยำสามารถทำได้ซึ่งสามารถรับประกันขั้นพื้นฐานสำหรับการปิดผนึกและความแข็งแรงของโครงสร้างของการเชื่อมต่อไปป์ไลน์