
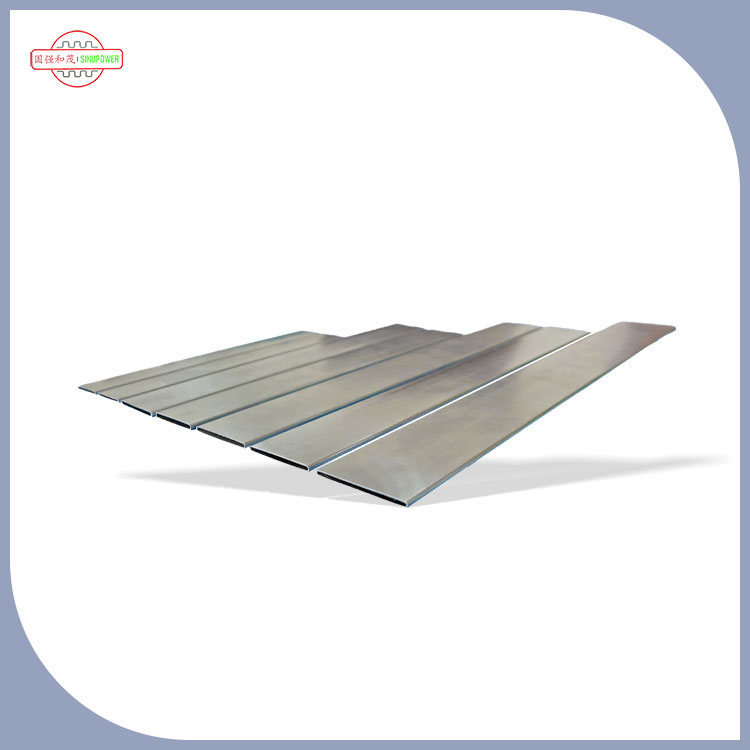
กระบวนการเชื่อมสำหรับท่อ B-type เชื่อมสำหรับแกนฮีตเตอร์มักจะมีขั้นตอนต่อไปนี้:
1.การเตรียมการเชื่อม
การทำความสะอาดวัสดุใช้แปรงลวดสแตนเลสไฟล์และเครื่องมืออื่น ๆ ในการกำจัดคราบน้ำมันสนิมสิ่งสกปรกและสารปนเปื้อนอื่น ๆ จากพื้นผิวของท่อชนิด B ที่จะเชื่อมเช่นการเชื่อมต่อระหว่างปลายท่อและส่วนหัว หากจำเป็นตัวทำละลายอินทรีย์เช่นอะซิโตนสามารถใช้เพื่อกำจัดน้ำมันต่อไป
การเลือกวัสดุเชื่อม: เลือกวัสดุการเชื่อมที่เหมาะสมตามวัสดุของท่อชนิด B ตัวอย่างเช่นหากเป็นท่อชนิด B ที่ทำจากวัสดุเหล็กคาร์บอนสามารถเลือกแท่งเชื่อมเหล็กคาร์บอนที่สอดคล้องกันเช่น E4303 ได้ หากทำจากวัสดุสแตนเลสควรเลือกแท่งเชื่อมสแตนเลสเช่น E308-16
อุปกรณ์เชื่อมดีบัก: ตรวจสอบว่าอุปกรณ์เชื่อมทำงานตามปกติหรือไม่ปรับกระแสการเชื่อมแรงดันไฟฟ้าและพารามิเตอร์อื่น ๆ สำหรับอุปกรณ์เชื่อมอาร์คจำเป็นต้องทำให้แน่ใจว่าอัตราการไหลของก๊าซมีความเหมาะสมและความบริสุทธิ์ของก๊าซอาร์กอนสูงกว่า 99.97%
การแปรรูปร่อง: เลือกรูปแบบร่องที่เหมาะสมเช่นร่องรูปตัววีขึ้นอยู่กับเส้นผ่านศูนย์กลางและความหนาของผนังของท่อชนิด B ขนาดของมุมร่องขอบทื่อและการกวาดล้างร่วมควรเป็นไปตามข้อกำหนดของกระบวนการเชื่อม โดยทั่วไปมุมพื้นผิวร่องคือ 60 °± 5 °ขอบทื่อคือ 0-2 มม. และการกวาดล้างข้อต่อคือ 2-4 มม.
การเชื่อมตำแหน่ง: ประกอบท่อประเภท B ด้วยส่วนประกอบเช่นส่วนหัวเพื่อให้แน่ใจว่าการวางตำแหน่งที่แม่นยำ แก้ไขโดยการเชื่อมตำแหน่งความยาวและปริมาณของการเชื่อมตำแหน่งแตกต่างกันไปขึ้นอยู่กับเส้นผ่านศูนย์กลางท่อ เมื่อเส้นผ่านศูนย์กลางท่อน้อยกว่าหรือเท่ากับ 100 มม. ความยาวของการเชื่อมตำแหน่งควรเป็น 5-10 มม. และควรมีรอยเชื่อมตำแหน่งไม่น้อยกว่า 3 เมื่อเส้นผ่านศูนย์กลางท่อมากกว่า 100 มม. ความยาวของการเชื่อมตำแหน่งควรมากกว่า 15 มม.
2.การเชื่อม
การเชื่อมด้านล่าง: เริ่มอาร์คบนพื้นผิวของร่องจากนั้นนำส่วนโค้งไปยังตำแหน่งเริ่มต้นและเชื่อมตามรอยเชื่อมหลังจากขอบทื่อถูกละลายผ่าน การใช้วิธีการแตกหักของ ARC หรือวิธีการโค้งอย่างต่อเนื่องสำหรับการเชื่อมให้ความสนใจกับการสังเกตขนาดของสระที่หลอมเหลวและสถานการณ์การสลายเพื่อให้แน่ใจว่าฟิวชั่นที่ดีที่รากของการเชื่อมโดยไม่มีข้อบกพร่องเช่นการเจาะที่ไม่สมบูรณ์หรือการรวมตะกรัน
เติมการเชื่อม: หลังจากการเชื่อมฐานเสร็จสมบูรณ์แล้วการเชื่อมเติมจะดำเนินการ สามารถใช้การเชื่อมแบบเดี่ยวหรือหลายครั้งได้ตามสถานการณ์ที่เฉพาะเจาะจงและสามารถใช้การเชื่อมอาร์คต่อเนื่องได้ วิธีการขนส่งแถบสามารถใช้ Crescent หรือ Sawtooth Swinging และแอมพลิจูดควรเพิ่มเลเยอร์ด้วยเลเยอร์ มันเป็นสิ่งสำคัญที่จะหยุดชั่วคราวเล็กน้อยทั้งสองด้านของร่องเพื่อให้แน่ใจว่าความกว้างและความสูงของตะเข็บเชื่อมและเพื่อหลีกเลี่ยงการรวมตะกรันที่เกิดจากร่องระหว่างลูกปัดเชื่อม
การเชื่อมครอบคลุม: เมื่อครอบคลุมการเชื่อมกระแสที่ใช้ควรมีขนาดเล็กลงเล็กน้อยเพื่อรักษารูปร่างและขนาดของสระที่หลอมเหลว มุมระหว่างก้านเชื่อมและทิศทางการเชื่อมควรเก็บไว้ที่ประมาณ 75 ° เมื่อก้านเชื่อมเหวี่ยงไปที่ขอบของร่องมันควรหยุดชั่วคราวเพื่อหลีกเลี่ยงการตัดทอน
3.โพสต์การรักษา
การทำความสะอาดเชื่อม: หลังจากการเชื่อมเสร็จสมบูรณ์ให้ทำความสะอาดพื้นผิวของรอยเชื่อมทันทีจากสิ่งเจือปนเช่นตะกรันและสาดโดยใช้เครื่องมือเช่นแปรงลวดและเครื่องบดเพื่อทำความสะอาด
การตรวจสอบลักษณะ: ตรวจสอบว่าการปรากฏตัวของการเชื่อมตรงกับข้อกำหนดหรือไม่ การเชื่อมควรมีความสม่ำเสมอเรียบเนียนและปราศจากข้อบกพร่องเช่นรูขุมขนรอยแตกการตัดต่ำและขาดการหลอมรวม ความสูงส่วนเกินของรอยเชื่อมควรอยู่ในช่วงที่กำหนดโดยทั่วไป 0-2 มม. และไม่สูงกว่า 3 มม. ความกว้างของการเชื่อมฝาครอบควรกว้างขึ้น 0.5-2.0 มม. ในแต่ละด้านของการเปิดร่อง
การทดสอบแบบไม่ทำลายล้าง: ตามมาตรฐานและข้อกำหนดที่เกี่ยวข้องการทดสอบแบบไม่ทำลายจะดำเนินการกับรอยเชื่อมเช่นการทดสอบอนุภาคแม่เหล็กการทดสอบการเจาะหรือการทดสอบอัลตราโซนิกเพื่อตรวจสอบข้อบกพร่องภายในรอยเชื่อม
การบำบัดความร้อน: หากวัสดุของท่อชนิด B เป็นเหล็กอัลลอยสูงหรือวัสดุอื่น ๆ ที่มีแนวโน้มที่จะเชื่อมต่อความเครียดหรือหากกระบวนการเชื่อมต้องการการรักษาด้วยความร้อนตะเข็บเชื่อมจะต้องได้รับการรักษาด้วยความร้อนเช่นการแบ่งเบาการทำให้เป็นมาตรฐาน ฯลฯ